
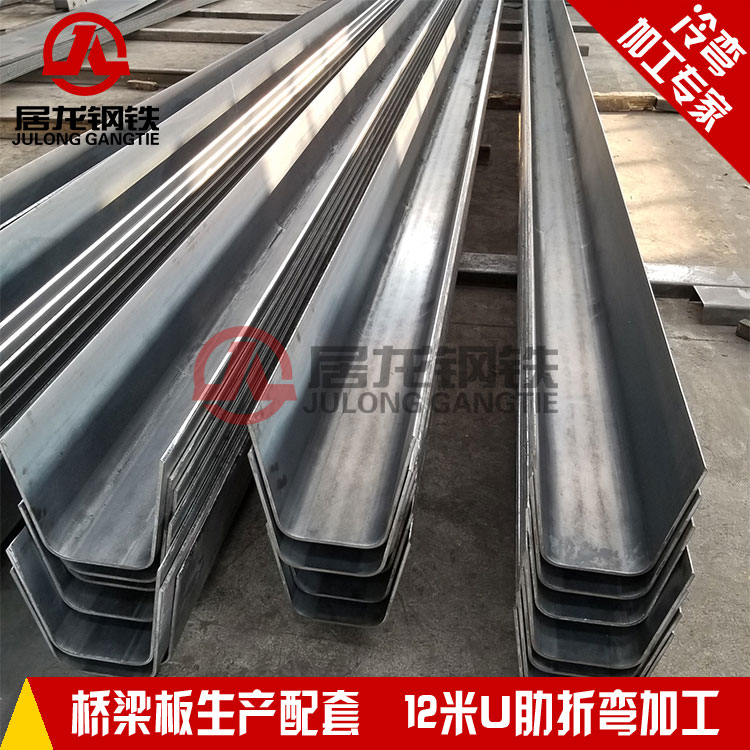
JULONG STEEL recently successfully completed the production of 12-meter U-ribs for bridge components, as required by the highway construction contractor. From cutting to edge milling and bending, all processes met the relevant technical specifications, allowing the company to gain extensive experience in the cold-forming of U-ribs for bridges.
近日由山东总华工贸有限公司【居龙钢铁】根据高速公路施工方要求承制的桥梁配套部件12米U肋顺利完工,从下料-铣边-折弯均达到各项技术要求,积累了丰富的桥梁U肋冷弯加工经验。

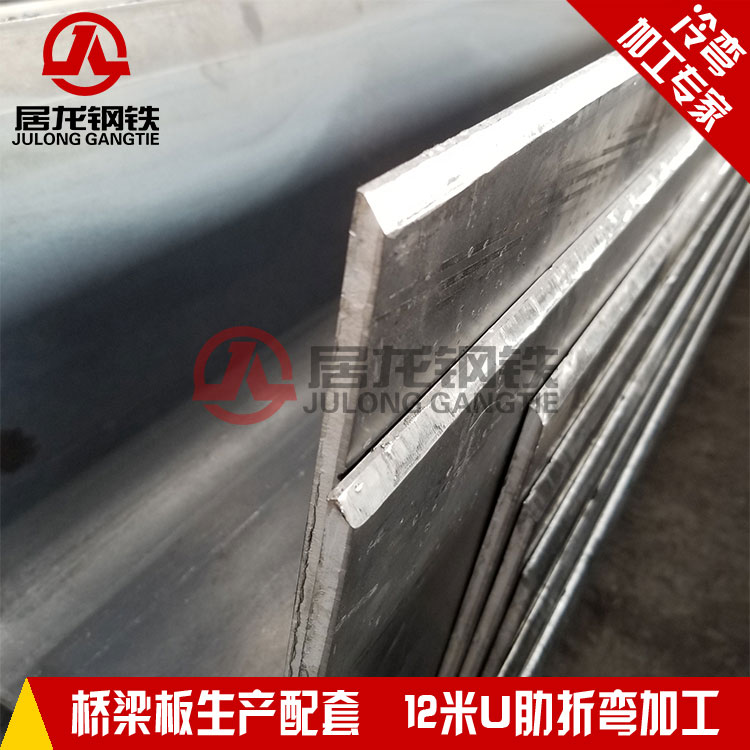
JULONG STEEL’s independently developed CNC beveling and edge-milling machine can complete beveling, undercutting, and chamfering on one end and both long edges of a sheet in a single loading operation. Equipped with China’s most advanced CNC system, the machine’s milling units advance and lock into position based on input parameters to automatically mill the plate edges. It offers high processing efficiency with speeds exceeding 10 m/min, achieving straightness of ≤0.5 mm/10,000 mm, width accuracy of ≤0.5 mm, and a groove surface roughness of Ra ≤12.5 μm. The machine features a high degree of automation, with functions such as sheet positioning, feeding, bevel angle adjustment, cutting precision control, machine clamping, heat dissipation and chip removal, as well as loading and unloading, all controlled via CNC automation. This machine model can process various groove types—including I, V, K, and U—without changing the cutter head. It revolutionizes the cutting methods of traditional equipment such as edge planers and edge milling machines, not only significantly improving efficiency but also fully meeting the industry standards for roughness and straightness in single-pass forming and metal cutting.
山东总华自主研制数控坡口铣边机一次上料,即可完成板料一端边及两长边上坡口、下坡口及钝边加工。拥有国内最先进数控系统,根据输入参数,主机各铣削单元进刀、锁紧到位,自动将板料进行铣边加工,加工效率高,加工速度高达10m/min以上,加工板料直线度≤0.5mm/10000mm,加工板料宽度精度≤0.5mm,坡口表面粗糙度Ra≤12.5um。自动化程度高,板料定位、进给、坡口角度调整、切削精度控制、主机锁紧、散热排屑、上料出料等功能均实现数控自动化控制。该机型无需更换刀盘,即可实现I、V、K、U等不同坡口形式的加工。改变了刨边机、铣边机等传统设备切削方式,不仅大幅度提高了功效,并且完全达到一次成型和金属切割行业标准的粗糙度和直线度的要求。
We have independently developed a 12-meter, fully CNC-controlled 4,000-ton press brake equipped with a dedicated CNC system from the Dutch company DELEM. It features real-time detection, feedback, and correction via German linear encoders, as well as full closed-loop control. With multi-step programming capabilities, it supports automated operation to complete multi-step parts in a single pass, thereby improving production efficiency.
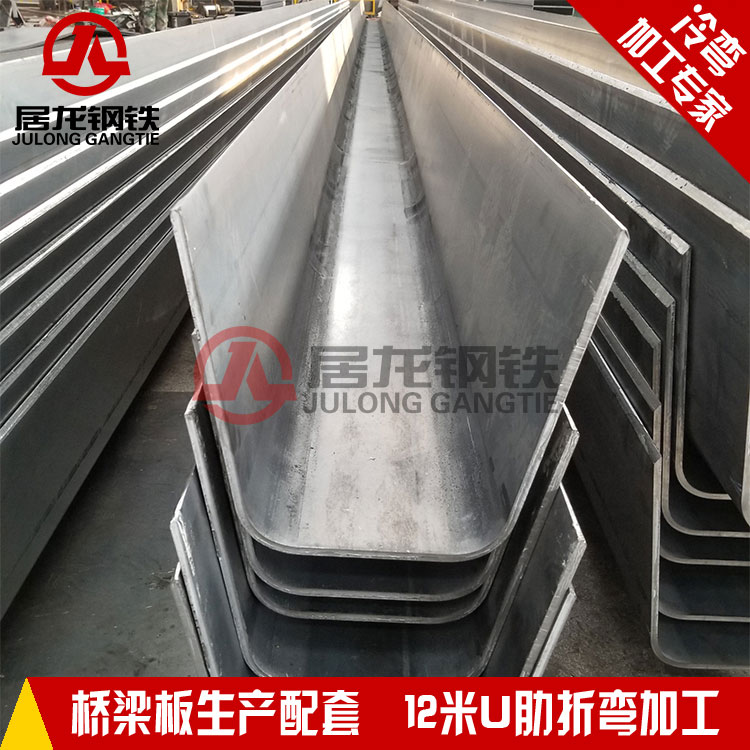
Processing range for U-rib products: Thickness 3 mm–20 mm, base width 100 mm–360 mm, height 150 mm–500 mm. Bending lengths can exceed 12 m, primarily used in the production of bridge deck steel structures.
Bending Process Flow: The steel plate is hoisted by a crane to the front material support table, then fed to the bending position via a front pusher. It is positioned against the upper stop, and both edges are bent. After forming, the workpiece is discharged from the front to the front material support table. A crane then hoists it to an open area for flipping. Subsequently, a crane-mounted electromagnetic chuck picks up the workpiece, positioning it to avoid the lower die before feeding it into the bending zone. After positioning and forming, a crane assists in discharging the workpiece from the front, completing the process.
U-ribs are primarily used in bridge deck fabrication. Currently, there are two main processing methods in China: roll forming and bending.
Comparison of the two processes:
The advantage of roll forming is fast output speed and high production efficiency. The disadvantages are poor straightness retention and low yield rates. It can only guarantee the processing of U-ribs under 6 meters in length; maintaining straightness for lengths over 9 meters is difficult.
The advantage of bending is good straightness retention and high yield rates. It can process large bridge U-ribs exceeding 12 meters in length, making it suitable for current domestic ultra-large bridge construction projects. For example, the recently completed Hong Kong-Zhuhai-Macao Bridge utilized large bridge U-ribs weighing 54,000 tons and exceeding 12 meters in length.
我们拥有自主研制12米全数控4000吨折弯机,采用荷兰DELEM公司折弯机专用数控系统,德国光栅尺实时检测反馈校正、全闭环控制,具有多工步编程功能,可实现多自动运行,完成多工步零件一次性加工,提高生产效率。
U肋产品加工范围:厚度为3mm-20mm,底宽100mm至360mm,高度150mm至500mm。折弯长度可达12m以上,主要用于桥梁板钢结构生产。
折弯工艺流程:钢板行车吊至前托料台,通过前推料机送料至折弯位置,靠上后挡料,折弯两道边,成型后从正面出料至前托料台,行车吊至空地翻面,然后行车电磁吸盘上料把工件避开下模喂入折弯区域,定位折弯成型,成型后行车辅助从正面出料,工件完成。
U型肋主要用于桥梁板加工,目前国内基本有两种加工工艺,一是辊压成型,二是折弯成型。
二者工艺对比:
辊压优势出料速度快,生产效率高。缺点是直线度保持性差,成品率低。只能保证加工6米内的U肋,对9米以上的直线度很难把握。
折弯成型优势是直线度保持好,成品率高,可以加工12米以上的大型桥梁U肋,适合目前国内特大型桥梁工程建设,比如刚落成的珠港澳大桥,就采用了5.4万吨12米以上的大型桥梁U肋。
山东总华整合自身优势资源,充分利用国内加工产业链,积极组织生产,保证按期交付。
我们应用先进工艺,一加工厚度达20mm,可以为客户提供原材料铣切折弯加工,费用低,效率高。
- Scan the QR code to follow JULONG STEEL on WeChat Video
- You can browse our latest product information and contact us with any questions about processing technology!
-

- Scan the QR code—follow JULONG STEEL on TikTok
- You can watch our latest product videos, ask us about machining techniques, and book machining services in advance!
-







Comments